













联系方式
艾能炬数控深孔钻床的特点:
1、机床结构均由台湾台炬总部设计工程师设计;力学检测由德国莫迪亚公司,采用模拟量式分子运动均衡运算周期为三个月。
2、整机铸件采用高质量米汉纳HT250铸铁铸造,使用德国高频淬火贰次,72小时自然冷却;并经过三次震荡时效处理,使铸件整体组织均匀稳定、钢性高、稳定性强。
3、主体铸件及配件,承得西班牙知名龙门铣、导轨磨床加工,固其保证装配精度。
4、轴向直线移动传动轴丝杆,采用进口德国孚雷磨制滚珠丝杆,高钢性、高精度丝杆,加工时提供更强大扭力、长久精细滑动,步距移动稳健,更加耐用。
5、轴向直线移动传动轴导轨,采用进口高刚性、重负荷、高精密的台上银滚柱直线导轨,保证长期高精度加工并且延长了直线导轨的使用寿命,机床导轨面精磨采用德国进口磨床。
6、轴向传动轴进给驱动组合,采用中国台元马达及驱动器,并与滚珠丝杆直联,传动平稳,无背隙,同时其良好的刚性与优化的减震性能,极大的改善了传动系统的动态刚性,可实现快速稳静移动。
7、枪钻驱动采用大功率电主轴,自带主轴冷却装置,可满足主轴高低速切屑时恒温稳定的运行需求。
8、枪钻切屑液供给配浸入式自动油冷设备,确保常态加工处于恒温状态,避免因油温升高而影响加工效果。
9、系统可选用中国、台湾、日本、德国、法国,完全满足用户自产需求多元化;中国台元系统是亚洲最早推出深孔钻系统的厂家,其质量稳定、功能齐全、智能性高、售后服务完善、操作易入门等优点。
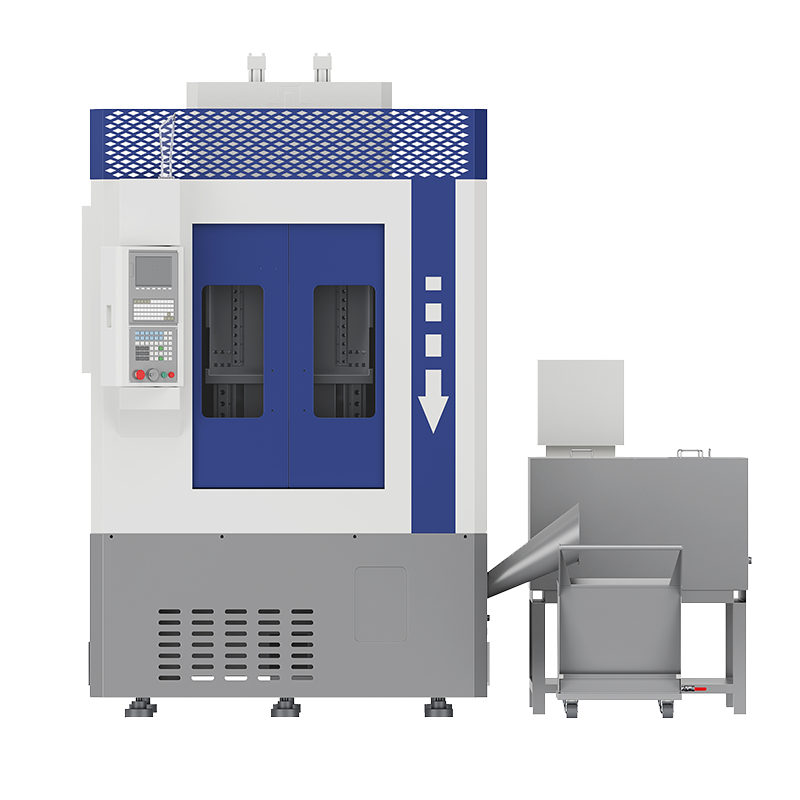
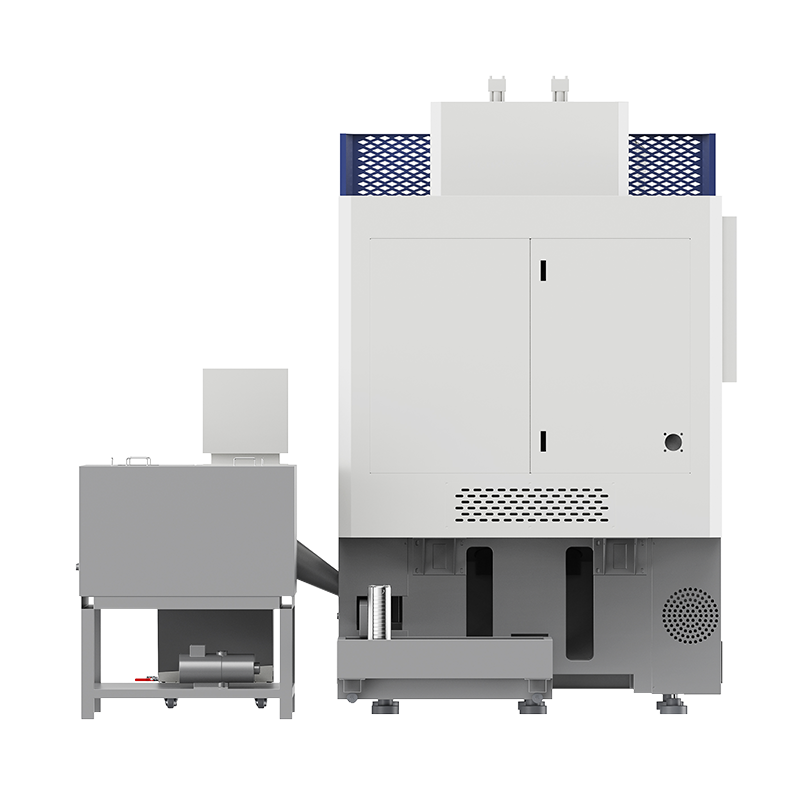
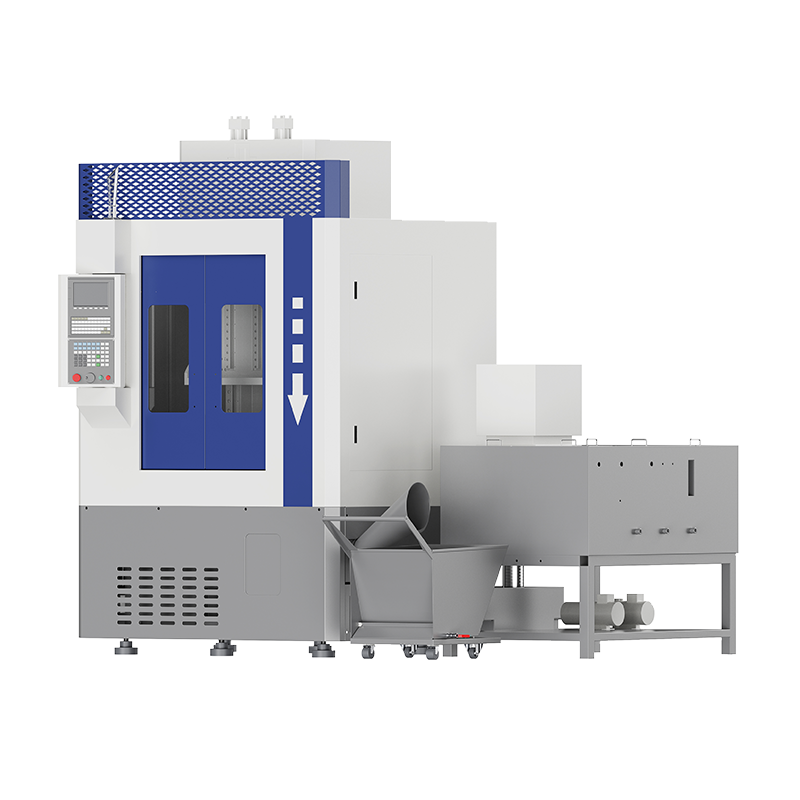
10、全封闭式钣金,完全避免石墨灰尘飘出,密闭型强。钣金采用2.0mm厚度,经激光切割、数控折弯,烤漆制作而成。
11、机械传动部位轴引释:
Z轴:工件座垂直向下行程轴。
适用领域:喷油器、油嘴、骨钉等。
机床图片

数控深孔钻机床参数
机床名称 | 数控深孔钻机床 |
机床类型 | 倒立式微小孔 |
机床型号 | ANG-DL200 |
机床颜色 | 灰色+白色 |
控制系统 | 台元 8ML-V |
枪钻主轴/加工能力 | |
枪钻钻孔主轴数 | 2个 |
主轴内孔偏摆精度(mm) | 0.005 |
刀具钻孔电主轴功率(KW) | 7.5×2 |
刀具钻孔主轴最高转速 | 12000rpm |
刀具钻孔孔径范围(mm) | 1.0-6 |
枪钻钻孔最大深度(mm) | 400 |
枪钻主轴进给速度(mm/min) | 0-300(非限制性参数) |
枪钻钻孔最佳表面光洁度Ra(μm) | ≤3.2(P20钢 钻の10) |
加工孔偏斜度(mm) | ≤±0.20/500(P20钢 钻の10) |
孔径精度 | IT8~IT11 |
机床行程/电机 | |
Z轴行程(mm) | 200 |
Z轴行程电机功率(KW) | 3.0 |
Z电机移动速度(mm/min) | 0-600 |
螺旋式排屑机电机(KW) | 0.37 |
枪钻钻孔油泵电机(KW) | 7.5 |
机床总功率(KW) | 30 |
切削液 | |
枪钻加工切削液最大压力(kg\c㎡) | 140 |
枪钻加工流量范围(liter/min) | 0-17 |
浸水式油冷机(P) | 1.5 |
油温控制范围(℃) | 20-45 |
切削油箱容量(L) | 800 |
过滤精度(μm) | 10 |
其他 | |
机床噪声(分贝) | ≤85 |
机床主机重量约(kg) | 5200 |
机床长、宽、高占地约(mm) | 3200*2200*2600 |




