












联系方式
艾能炬数控深孔钻机床特点:
1.床结构均由台湾台炬总部设计工程师设计;力学检测由德国莫迪亚公司,采用模拟量式分子运动均衡运算周期为三个月。
2.整机铸件采用高质量米汉纳HT250铸铁铸造,使用德国高频淬火贰次,72小时自然冷却;并经过三次震荡时效处理,使铸件整体组织均匀稳定、钢性高、稳定性强。
3.主体铸件及配件,承得西班牙知名龙门铣、导轨磨床加工,固其保证装配精度。
4.Z轴向直线移动传动轴丝杆,采用德国孚雷双螺母磨制滚珠丝杆,高钢性、高精度丝杆,加工时提供更强大扭力、长久精细滑动,步距移动稳健,更加耐用。
5.轴向直线移动传动轴导轨,采用进口高刚性、重负荷、高精密的TG-ANG滚柱P3级直线导轨,保证长期高精度加工并且延长了直线导轨的使用寿命,机床导轨面精磨采用德国进口磨床。
6.主轴箱、工件旋转箱进给驱动组合,采用台元马达及驱动器,并与滚珠丝杆直联,传动平稳,无背隙, 同时其良好的刚性与优化的减震性能,极大的改善了传动系统的动态刚性,可实现快速稳静移动。
7.主轴采用大功率合资MK/科比/超同步伺服马达,可满足用户高低速切屑量加工需求。
8.机械部位轴引释:
Z轴:主轴座前后移动行程轴;
Y轴:工件旋转轴座前后移动行程轴。
9.艾炬深孔钻适用领域:
按规格及功能可概括为:孔径0.8-300mm/深50-6000mm工件深孔加工。如:动车/高铁(凸轮轴、气门导管等)、拖拉机配件、内燃机(活塞、连杆)、核电管道、军工产品、航天配件、风能发电(内外环体)、高精密电机轴、不锈钢连接、银通制品、精密搭桥工艺、石墨、高精密压力管道、模具及配件、探针、冶金配件、小型主轴内孔等,使用治具可做异性外边料加工及孔偏心加工,客户可依照我司生产能力进行相对机型选购。
10.公司产品:
棒料:单轴深孔钻、双轴深孔钻、四轴深孔钻、喷吸钻、取芯钻、车铣钻深孔复合机
环形孔外边:专用深孔钻/1°/360
坐标系:二、三、四、五、六、七坐标轴深孔钻,立式深孔、镗孔型180°对转深孔钻
专机:对进式深孔钻、偏芯孔深孔钻、石墨深孔钻、木工深孔钻、四轴空间角度深孔钻、等。
11.艾能炬数控深孔严格钻执行的国家标准:
小型数控深孔钻床 第1部分:精度检验 (JB_T 11579.1-2013);
小型数控深孔钻床 第2部分:技术条件 (JB_T 11579.2-2013);
机械电气安全 机械电气设备 第1部分_通用技术条件 (GB_T 5226.1-2019)。
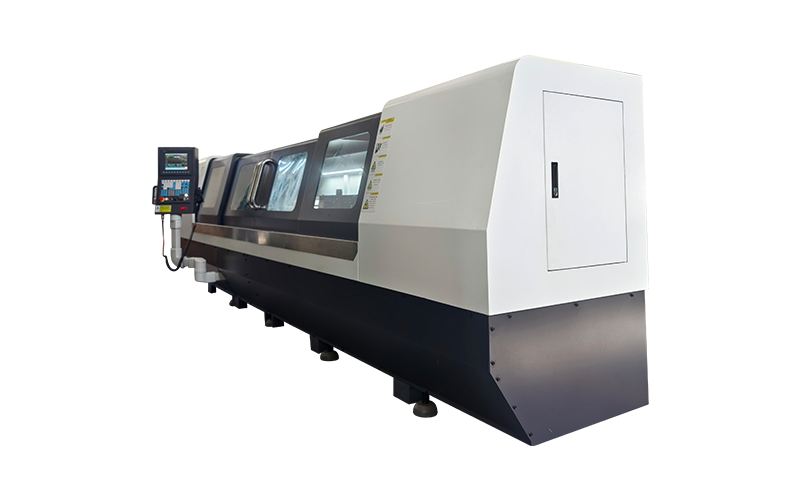
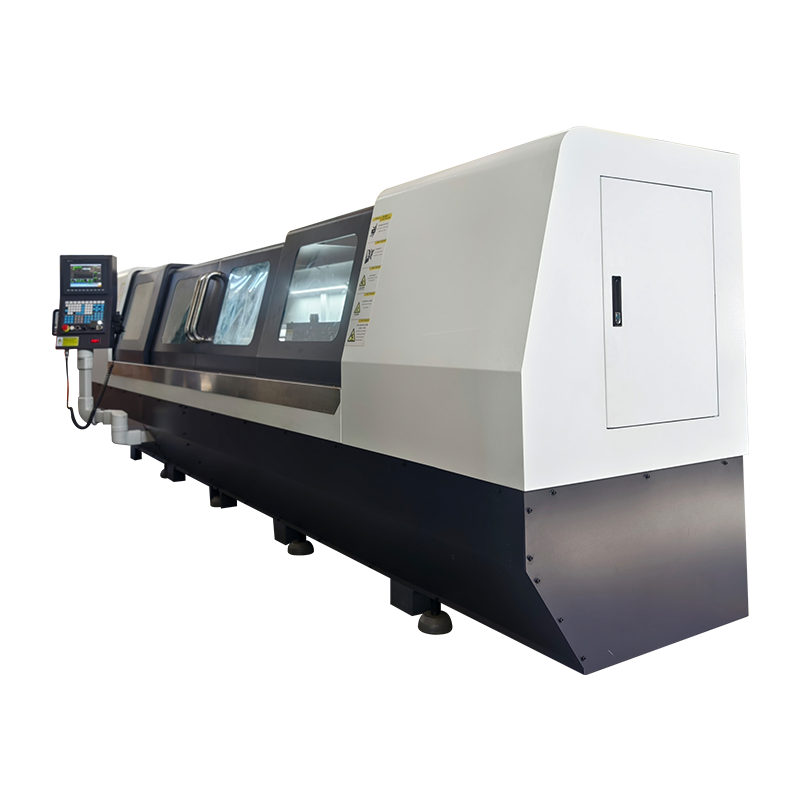
机床图片

数控深孔钻机床参数
机床名称 | 数控深孔钻机床 |
机床类型 | 石英玻璃圆棒中心孔深孔加工机 |
机床型号 | TG-1000A |
机床颜色 | 灰色+白色 |
控制系统 | 台元 8ML-V |
枪钻主轴/加工能力 | |
枪钻钻孔主轴数 | 1个 |
主轴内孔偏摆精度(mm) | 0.01 |
刀具跟刀架(个) | 2 |
刀具钻孔主轴马达 | AC伺服7.5KW |
刀具钻孔主轴最高转速 | 6000rpm |
刀具钻孔孔径范围(mm) | 3-35 |
枪钻钻孔最大深度(mm) | 1000 |
枪钻主轴进给速度(mm/min) | 0.1-100(非限制性参数) |
枪钻钻孔最佳表面光洁度Ra(μm) | ≤3.2 |
机床行程/电机 | |
Z轴行程(mm) | 1000 |
Z轴行程电机功率(KW) | 3.0 |
Y轴行程(mm) | 1000 |
Y轴行程电机功率(KW) | 1.5 |
Z/Y电机移动速度(mm/min) | 0-3000 |
工件旋转减速电机功率(KW) | 1.5 |
工件旋转减速电机减速比 | 1:7.5 |
切削液 | |
刀具加工切削液最大压力(kg\c㎡) | 1 |
刀具加工流量范围(m³/h) | 4 |
刀具钻孔水泵电机(KW) | 1 |
切削液主液箱容积(L) | 500 |
沉淀、过滤回液箱(L) | 200 |
其他 | |
机床噪声(分贝) | ≤85 |
机床总功率(KW) | 13 |
机床主机重量约(kg) | 2800 |
机床长、宽、高约(mm) | 5000*1800*1550 |




